











Processus de production







Inspection
Nous avons équipé des ensembles complets d'équipements d'inspection pour les types d'engrenages cylindriques comme l'hexagone, Zeiss 0,9 mm, Kinberg CMM, Klingberg CMM, Klingberg P100/p65/p26 CENTRE DE MESURE D'ENGRENAGES, Gleason 1500GMM, compteur de rugosité Allemagne Marr, profileur de rugosité, projecteur, longueur Appareil de mesure, etc., Klingberg

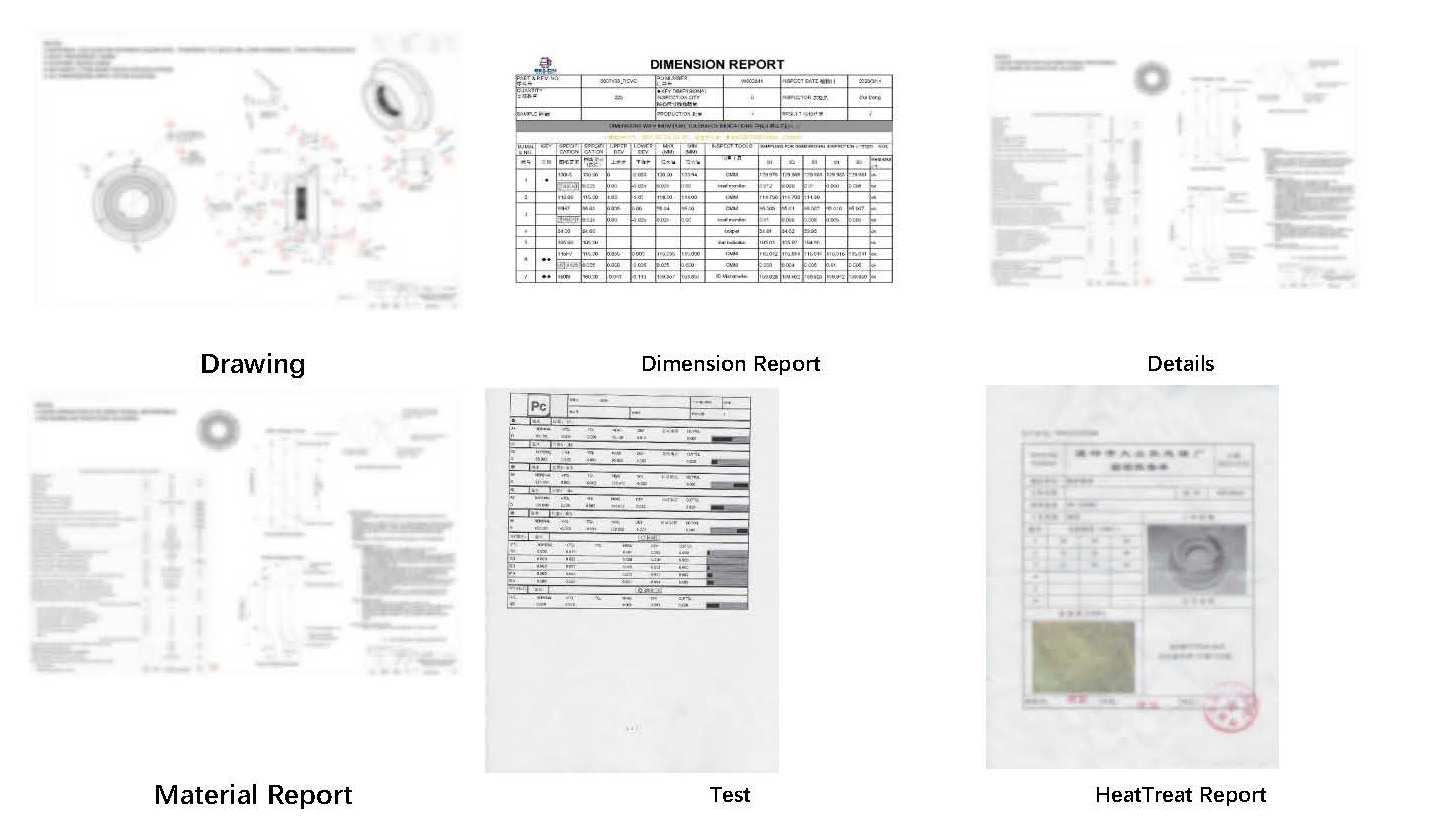
Rapports
Avant chaque expédition, nous fournirons ci-dessous ces rapports au client pour vérifier les détails afin de nous assurer que tous sont clairs et bons à expédier.
1) Dessin de bulles
2)Drapport de dimensions
3)Hmanger un rapport sur la friandise avant la friandise thermique
4)Hmanger un rapport de friandise après un traitement thermique
5)Mrapport matériel
6)Arapport de précision
7)Pphotos et toutes les vidéos de tests comme le faux-rond, la cylindricité, etc.
8) Autres rapports de tests selon les exigences des clients, comme le rapport de détection de défauts
Forfaits




Notre spectacle vidéo
Produits similaires
-

Engrenage droit rectifié DIN6
-

Ensemble d'engrenages planétaires en gros pour réducteur planétaire
-

Engrenages planétaires à engrenage planétaire pour boîte de vitesses d'essieu
-

DIN6 Grande meulage Industrie de la couronne interne...
-

Engrenage droit automobile cylindrique pour la métallurgie des poudres
-

Ratio Engrenages droits rectifiés utilisés pour les ré...