




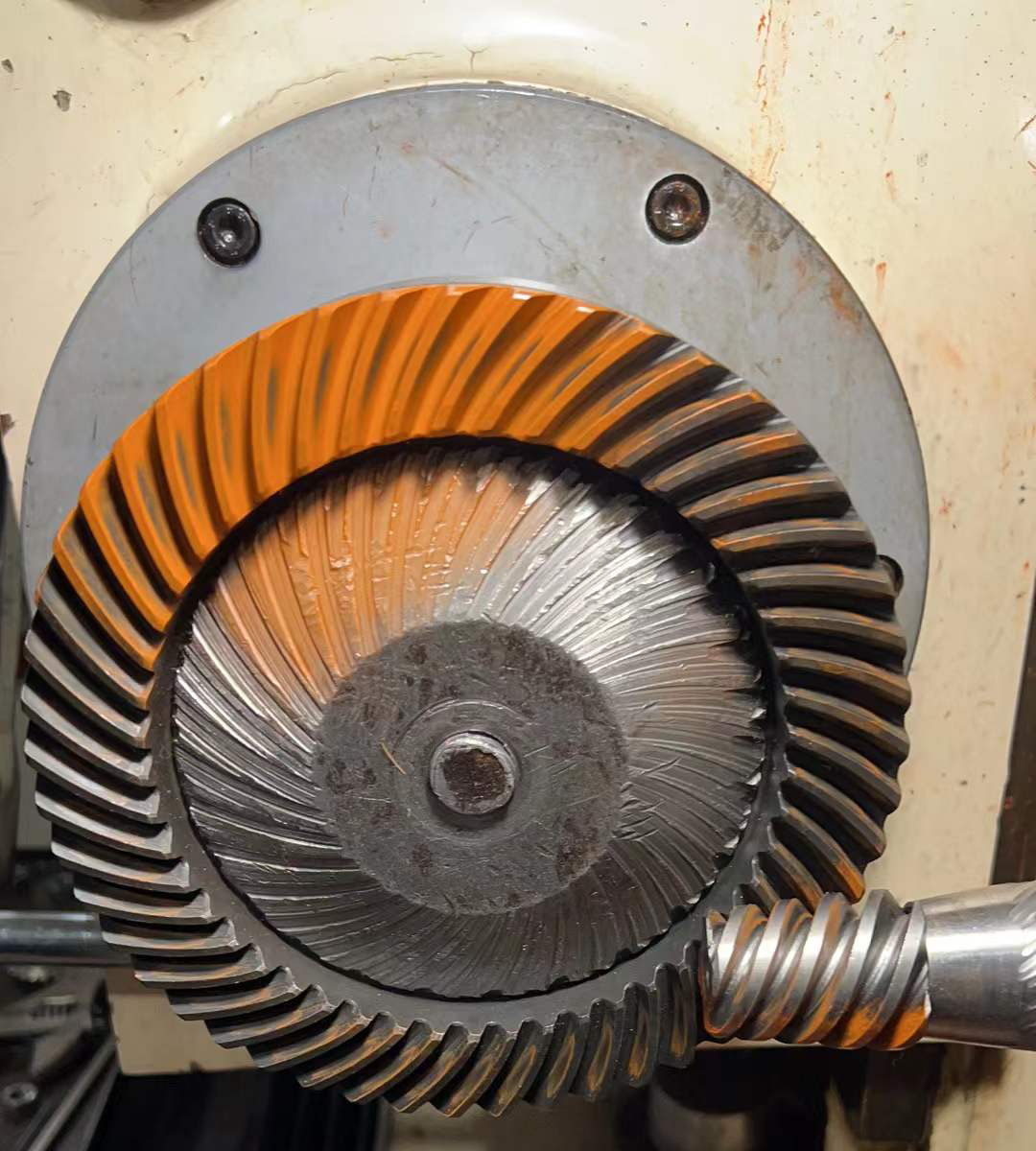
Il existe de nombreux types d'engrenages, notamment les engrenages cylindriques droits, les engrenages cylindriques hélicoïdaux, les engrenages coniques et les engrenages hypoïdes que nous présentons aujourd'hui.
1) Caractéristiques des engrenages hypoïdes
Tout d'abord, l'angle d'arbre de l'engrenage hypoïde est de 90°, et le sens du couple peut être inversé à 90°. Cette inversion d'angle est fréquemment requise dans les secteurs de l'automobile, de l'aéronautique et de l'éolien. Par ailleurs, on teste la fonction d'augmentation du couple et de diminution de la vitesse en acquérant des engrenages de tailles et de nombres de dents différents ; c'est ce qu'on appelle communément « l'augmentation et la diminution du couple et de la vitesse ». Si vous avez déjà conduit une voiture, notamment une voiture à boîte manuelle lors de votre apprentissage, et que votre moniteur vous demande de passer en première vitesse en montée, cela signifie en réalité que vous choisissez un rapport de transmission avec un nombre de dents relativement élevé, ce qui fournit plus de couple à bas régime et donc plus de puissance au véhicule.
Quelles sont les caractéristiques des engrenages hypoïdes ?
Changements dans l'angle de couple de transmission
Comme mentionné précédemment, la variation angulaire de la puissance du couple peut être réalisée.
Capable de supporter des charges plus importantes
Dans le secteur de l'énergie éolienne, l'industrie automobile, qu'il s'agisse de voitures particulières, de SUV ou de véhicules utilitaires tels que des pick-ups, des camions, des bus, etc., utilisera ce type d'énergie pour fournir une puissance accrue.
Transmission plus stable, faible bruit
Les angles de pression des dents peuvent être différents, et le sens de glissement de l'engrènement est aligné sur la largeur et le profil des dents. Grâce à une conception et une technologie optimisées, un meilleur engrènement est possible, garantissant ainsi une transmission performante en termes de confort acoustique et vibratoire.
Distance de décalage réglable
Grâce à la conception variable du décalage, ce dispositif permet de répondre à différentes exigences d'aménagement spatial. Par exemple, dans le cas d'une voiture, il permet de respecter les exigences de garde au sol et d'améliorer sa capacité de franchissement.
2) Deux méthodes de fabrication des engrenages hypoïdes
L'engrenage quasi-double face a été introduit par Gleason en 1925 et a fait l'objet de nombreux développements au fil des années. Actuellement, de nombreux équipements nationaux permettent sa fabrication, mais l'usinage de haute précision et haut de gamme est principalement réalisé par des fabricants étrangers comme Gleason et Oerlikon. En matière de finition, on distingue deux procédés principaux : la rectification et le taillage, qui requièrent des procédés de taille différents. Pour la rectification, le fraisage frontal est recommandé, tandis que le taillage par génération est préférable.
Les engrenages usinés par fraisage frontal sont à denture conique, tandis que ceux usinés par roulage frontal sont à denture de même hauteur, c'est-à-dire que la hauteur des dents aux extrémités grande et petite est identique.
Le processus de fabrication habituel comprend une étape de préchauffage, suivie d'un traitement thermique, puis d'une finition. Pour les engrenages taillés par fraise-mère, un rectifiage et un appariement sont nécessaires après chauffage. En règle générale, les engrenages rectifiés ensemble doivent être appariés lors de leur assemblage. Théoriquement, les engrenages rectifiés peuvent être utilisés sans appariement. Cependant, en pratique, compte tenu des risques d'erreurs d'assemblage et de déformation du système, l'appariement reste la méthode privilégiée.
3) La conception et le développement de l'engrenage hypoïde triple sont plus complexes, notamment pour les applications exigeantes telles que les produits haut de gamme, qui imposent des contraintes élevées en termes de résistance, de bruit, de rendement de transmission, de poids et de dimensions. Par conséquent, lors de la conception, il est généralement nécessaire d'intégrer de multiples facteurs afin de trouver un compromis par itérations successives. Au cours du développement, il est également souvent nécessaire d'ajuster l'empreinte de la denture dans les limites de tolérance de l'assemblage pour garantir un niveau de performance optimal malgré les contraintes dimensionnelles, les déformations du système et autres facteurs.
Date de publication : 12 mai 2022