











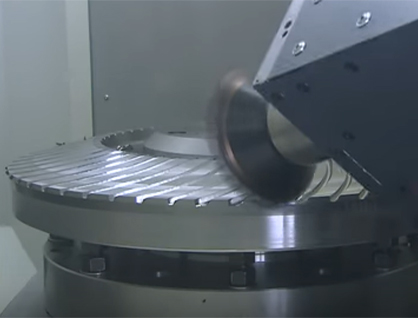
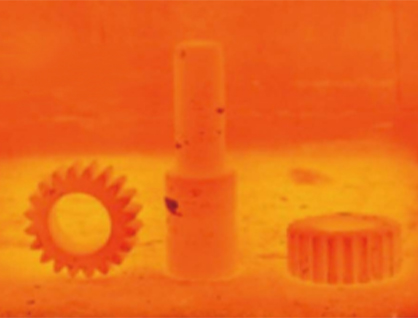
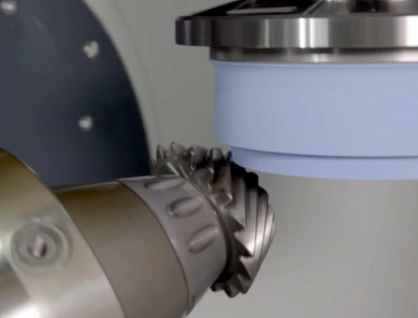
Processus de production




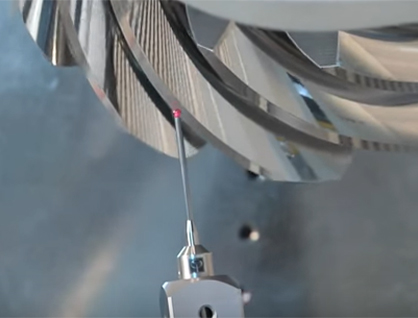
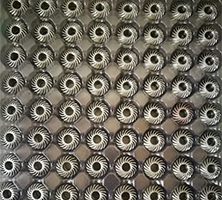
Inspection

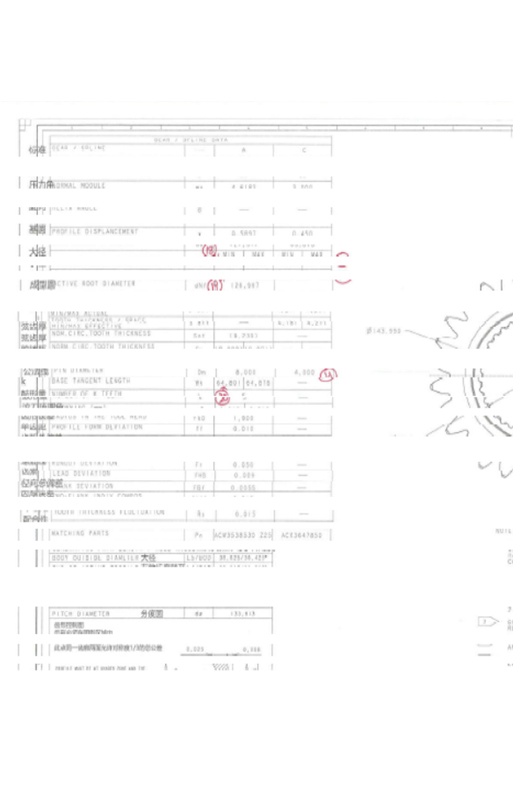
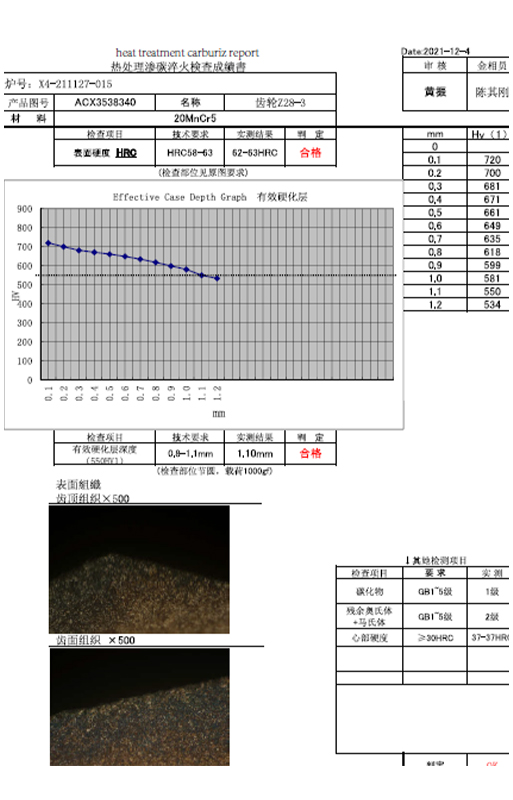
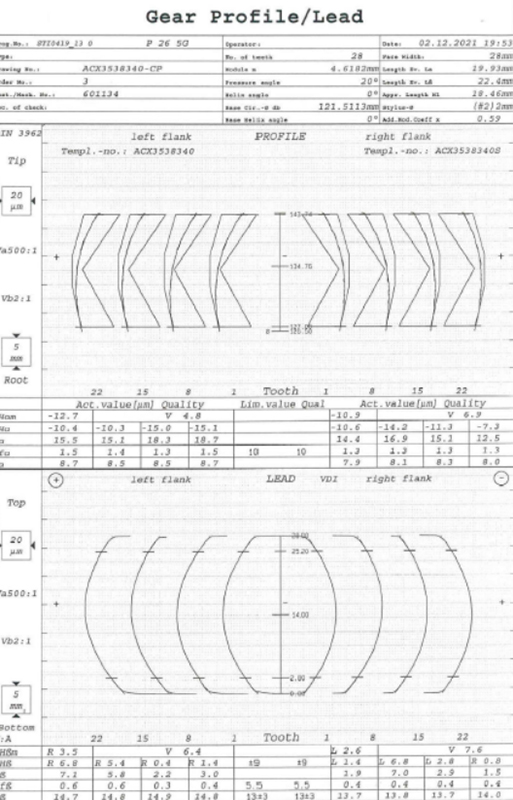
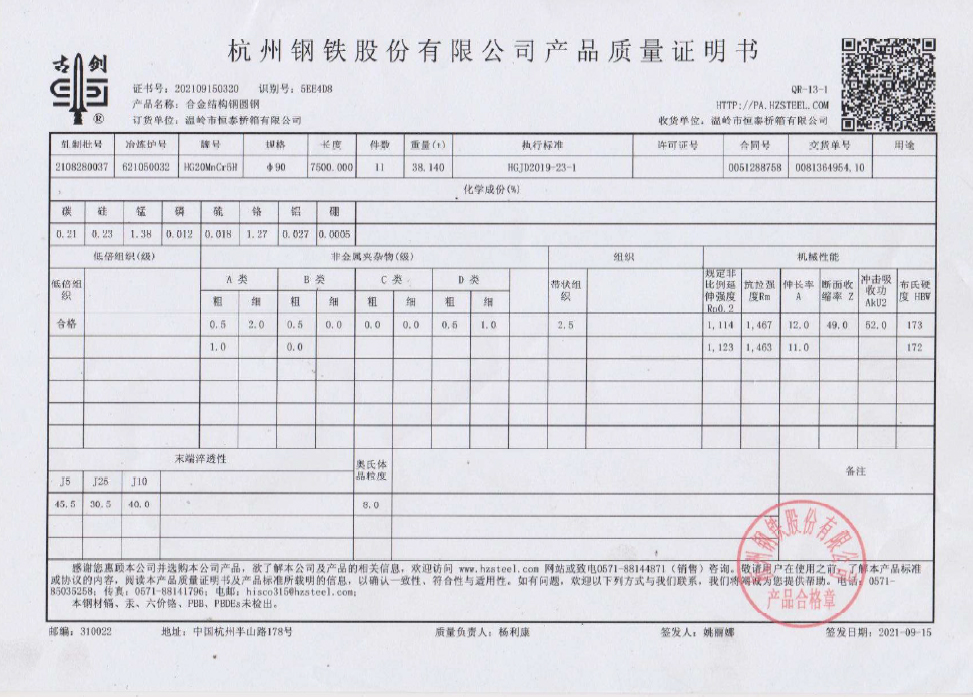
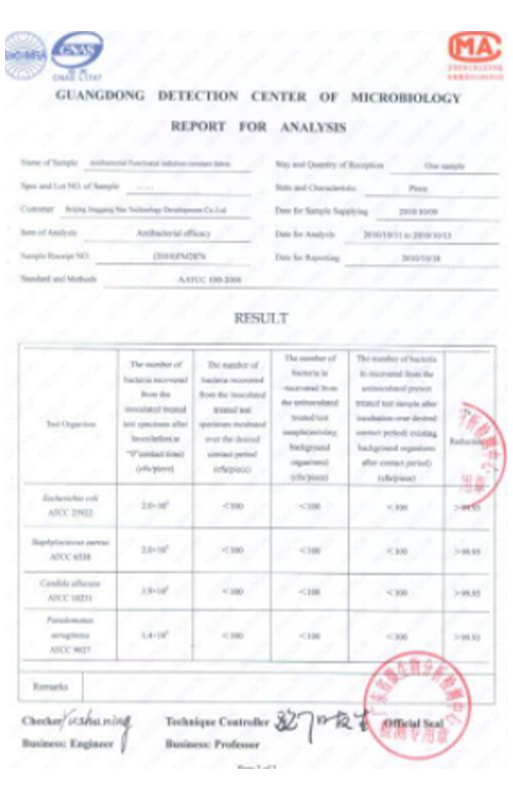
Rapports

Colis



Notre émission vidéo
Écrivez votre message ici et envoyez-le-nous
Produits similaires
-

Engrenages coniques hypoïdes à spirale pour l'agriculture...
-

Engrenages coniques hypoïdes pour boîte de vitesses
-

Engrenages coniques hypoïdes à rapport de vitesse élevé pour...
-

Engrenages coniques hypoïdes, engrenages hélicoïdaux pour automobiles
-

Engrenage hypoïde utilisé dans les dispositifs médicaux électriques...
-

Engrenages hypoïdes, différentiel spiralé automobile, écrasement du cône...